Bill and Will's Synth
|
|
Table of Contents |
|
This page has become really long, so here's a table of contents that we hope will make it easier to traverse: Background - presents an explanation and Paul Schrieber's initial description of the module. Exact Behavior - illustrates the exact behavior of the module. Modifications - presents details of Scott Juskiw's Modification and Daughterboard Parts - presents a Bill of Materials and notes about it Panel - presents the MOTM format panel Construction Phase 1 - Resistors, Capacitors, IC Sockets, Power Plugs, MTA headers Construction Phase 2 - Trimmers, Panel connections |
Background |
|
As general background, we found this great piece at Wikipedia as part of their Sound Synthesis article:
"Attack time is the time taken for initial run-up of the sound level from nil to its peak amplitude. Decay time is the time taken for the subsequent run down from the attack level to the designated sustain level. Sustain level is the amplitude of the sound during the main sequence of its duration. Release time is the time taken for the sound to decay from the sustain level to zero." But specifically, about the MOTM-800, Paul Writes: "The MOTM-800 provides the standard ADSR (Attack, Decay, Sustain, and Release) envelope for controlling VCAs, filters, and other CV inputs. Both positive-going (0V to +5V) and negative-going (0V to -5V) envelopes are simultaneously available. "Attack, Decay, and Release times can be set from 1ms to over 14 seconds using the smooth feel, conductive-plastic Bourns log pots. "The MOTM-800 actually can be operated in one of 3 modes:
|
Exact Behavior |
|
The following diagrams illustrate the exact behavior of the EG based on our own observations and careful measurements: (click on the images to see larger ones) The measurements were taken by patching the SQR-A Output of a MOTM-390 LFO to the GATE input of the MOTM-800. The cotrolling waveform from the LFO was very slow. The duration of the sustain is determined by the GATE thus created (apx 15 seconds). If the gate had been created by a keyboard controller it could have been much longer <g> - as long as the key was depressed. Theoretically, Sustain Time = Gate Time - (Attack Time + Decay Time). Our measurements don't actually bear this out (who knows why), but they come close.
|
Modifications - Add DB-800 Daughterboard |
|
Scott Juskiw writes: "The DB-800 is a daughterboard for the MOTM-800 EG. The DB-800 adds a comparator to the GATE input and a clipper to the output of the MOTM-800 EG. The MOTM-800 requires a relatively fast rising signal at the GATE input to generate an envelope. Slow rising signals, like the SINE output from an LFO, will not normally trigger the MOTM-800. The comparator squares up any signal at the GATE input so that any voltage rising above +1.4 volts will trigger the EG. Two optional LED drivers are also provided, one for the GATE input and another for the EG output."
|
Parts |
|
If you're building this as a Two Dot Oh kit, please check out the 2.0 Page here. But click here for the BOM we put together for the 2.0 project. The parts are correct.
|
Panel |
|
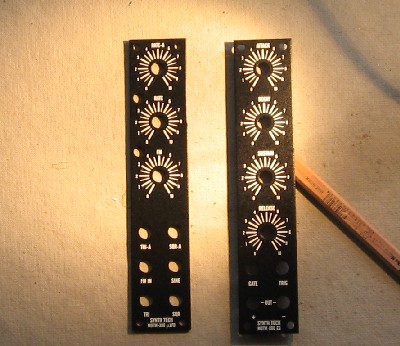
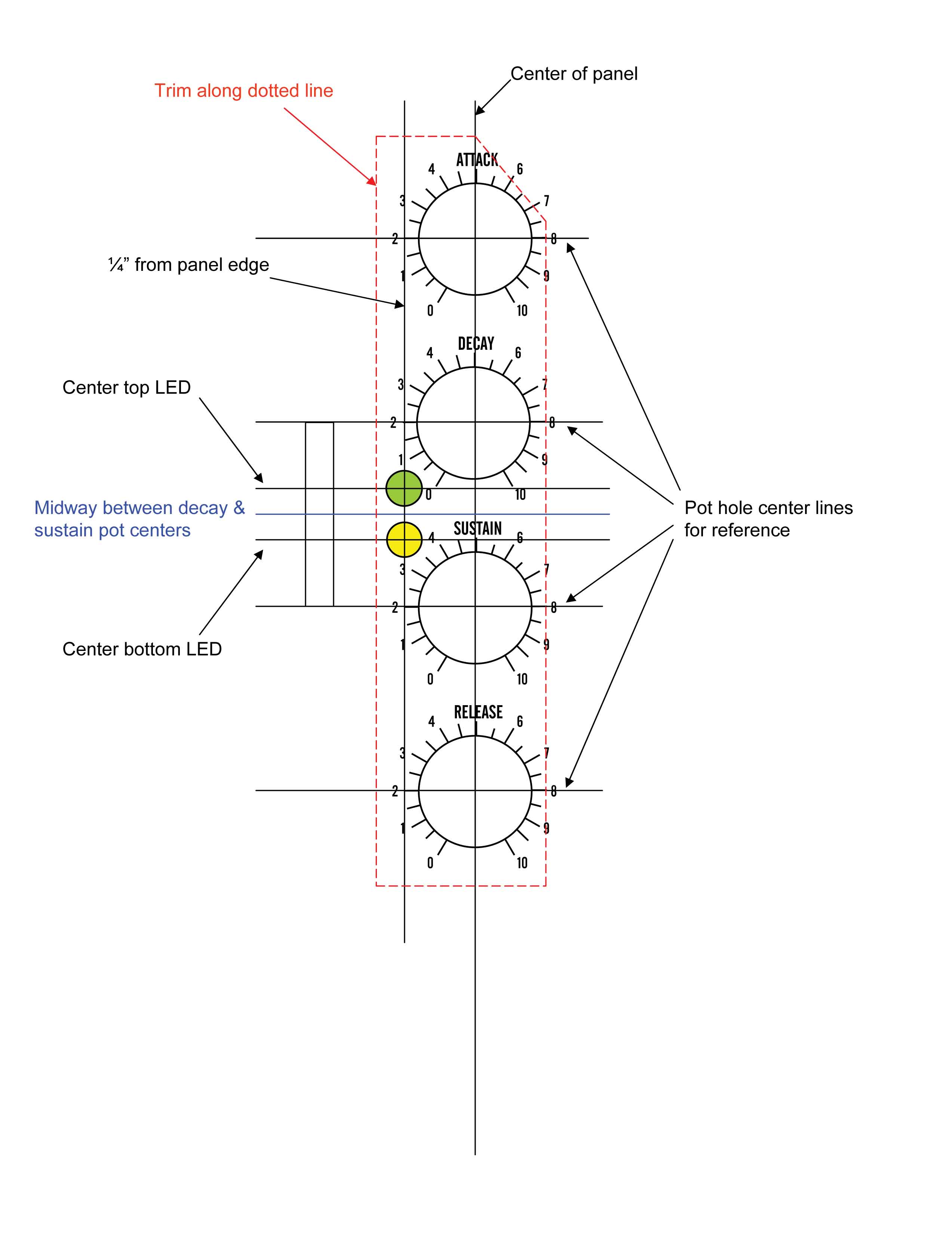
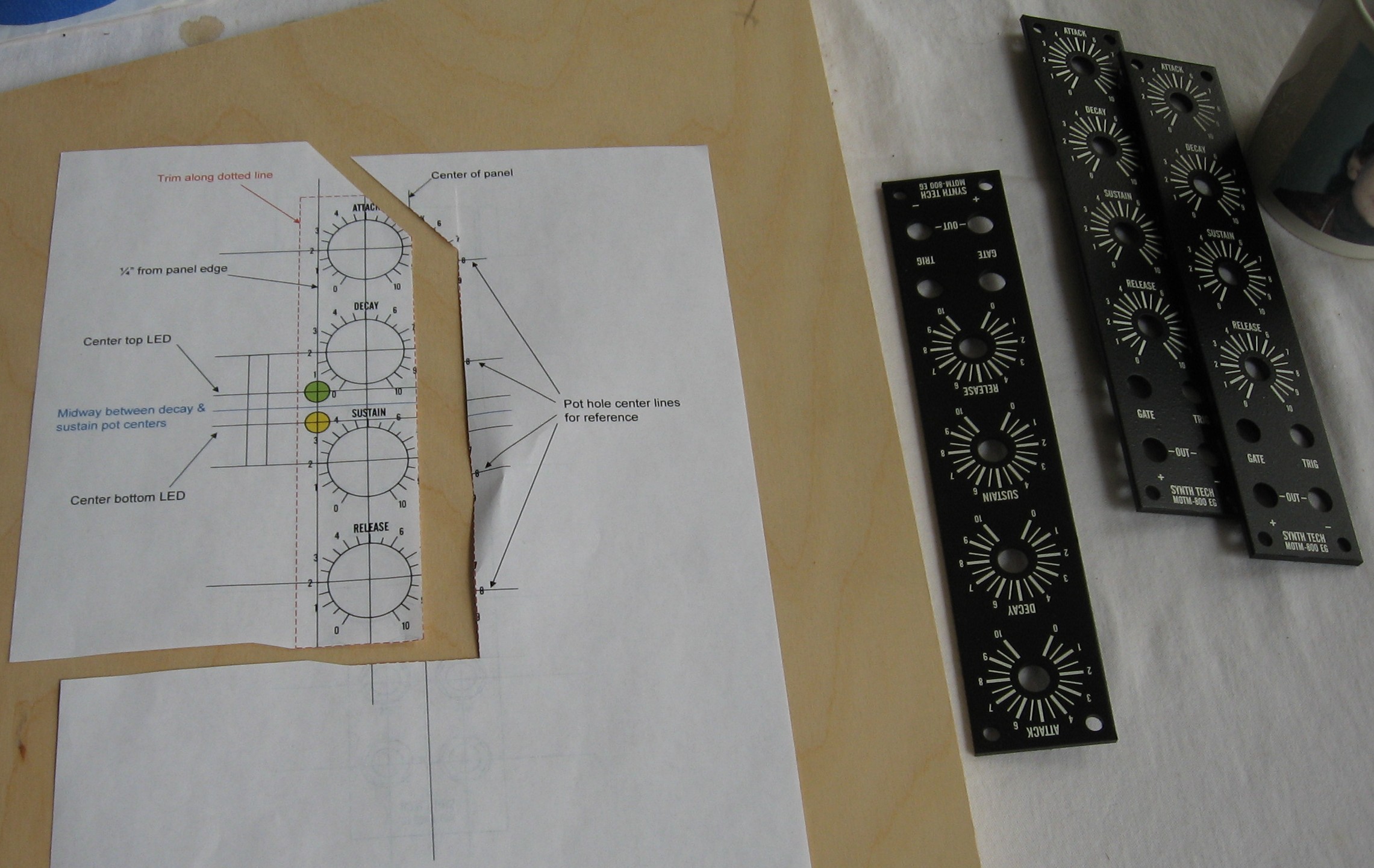
Because we're including the Tellun 800-DB, we need to modify the Synth Tech panel to include two LEDs - one green - one yellow - which will serve as indicators for the action of the clipper and the progress of the envelope.
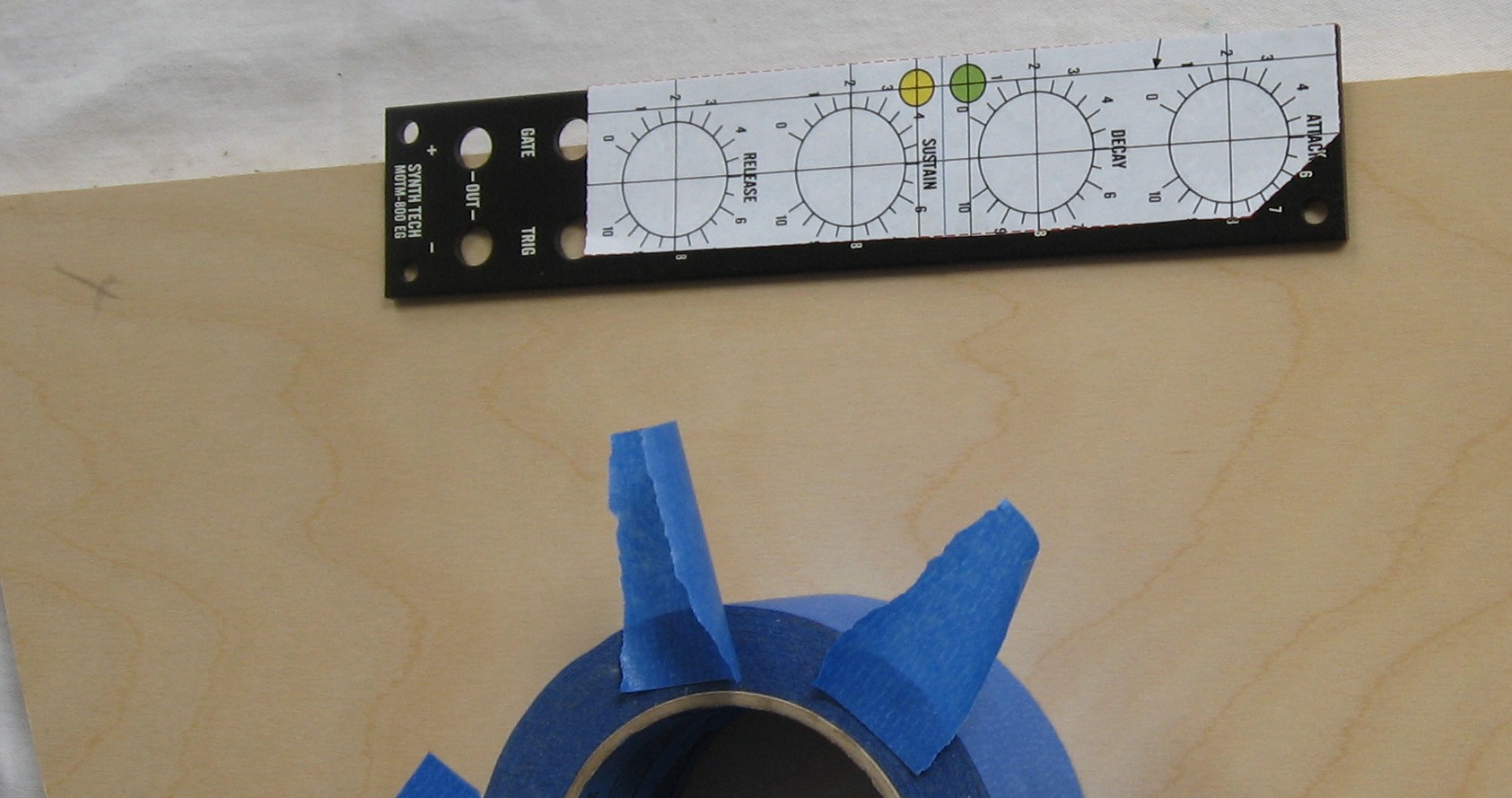
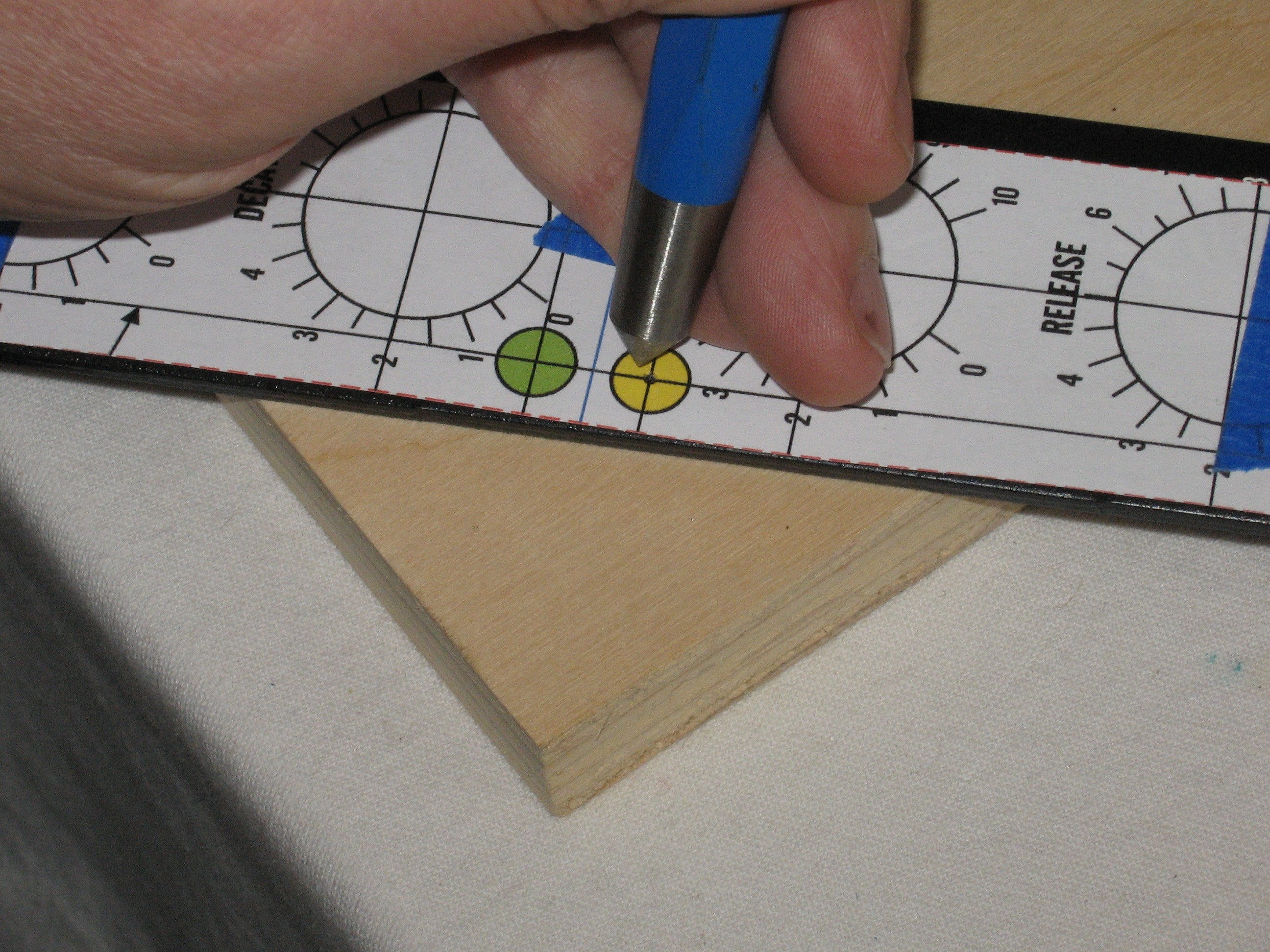
We had worked out an elaborate scheme of measurement and for building a jig for the task of drilling the LED holes, but we've opted for a simpler method; a paper template we designed with Powerpoint that we'll attach to the panel to show us where the holes should be. The Panel has little studs on its back that the bracket attaches to. Our drill press has slots in its table right where those studs are - so the panel lies flat on its back and we can drill from the front. We've found that the advantage of drilling from the front is that the little burrs from drilling wind up on the back where you can easily file them off or ignore them. When printed on our printer, the template design prints out on an 8" x 11" piece of paper such that the distances between Pot holes and the width of the panel work out perfectly. And so by cutting out the template and taping it to the panel, the center lines for the LED holes wind up in the exact right spot. Click here to download the Powerpoint file which has both front and rear templates.
Now - we got so involved in drilling, that we didn't take pictures of the process. But here's what we did:
The print on one of the panels came off with the tape. In all other panels we've drilled, we've never had this happen before. We'll have to replace it. |
Construction 800 Phase 1
All the stuff in Phase 1 gets soldered using "Organic" Solder. At every break in the action, we wash the board off to get rid of the flux. |
|
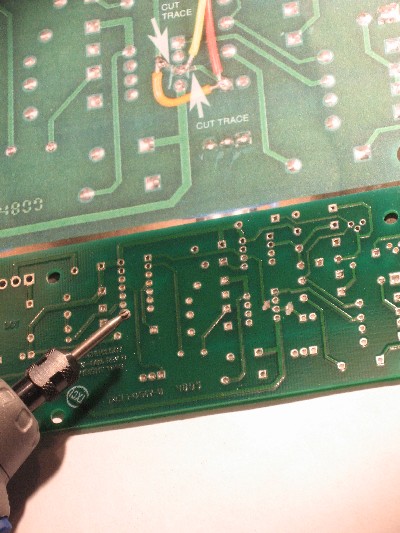
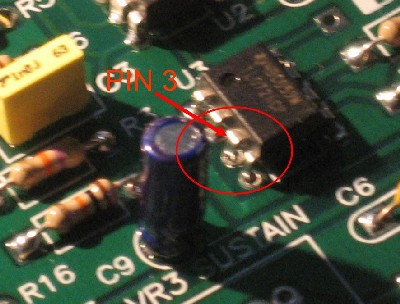
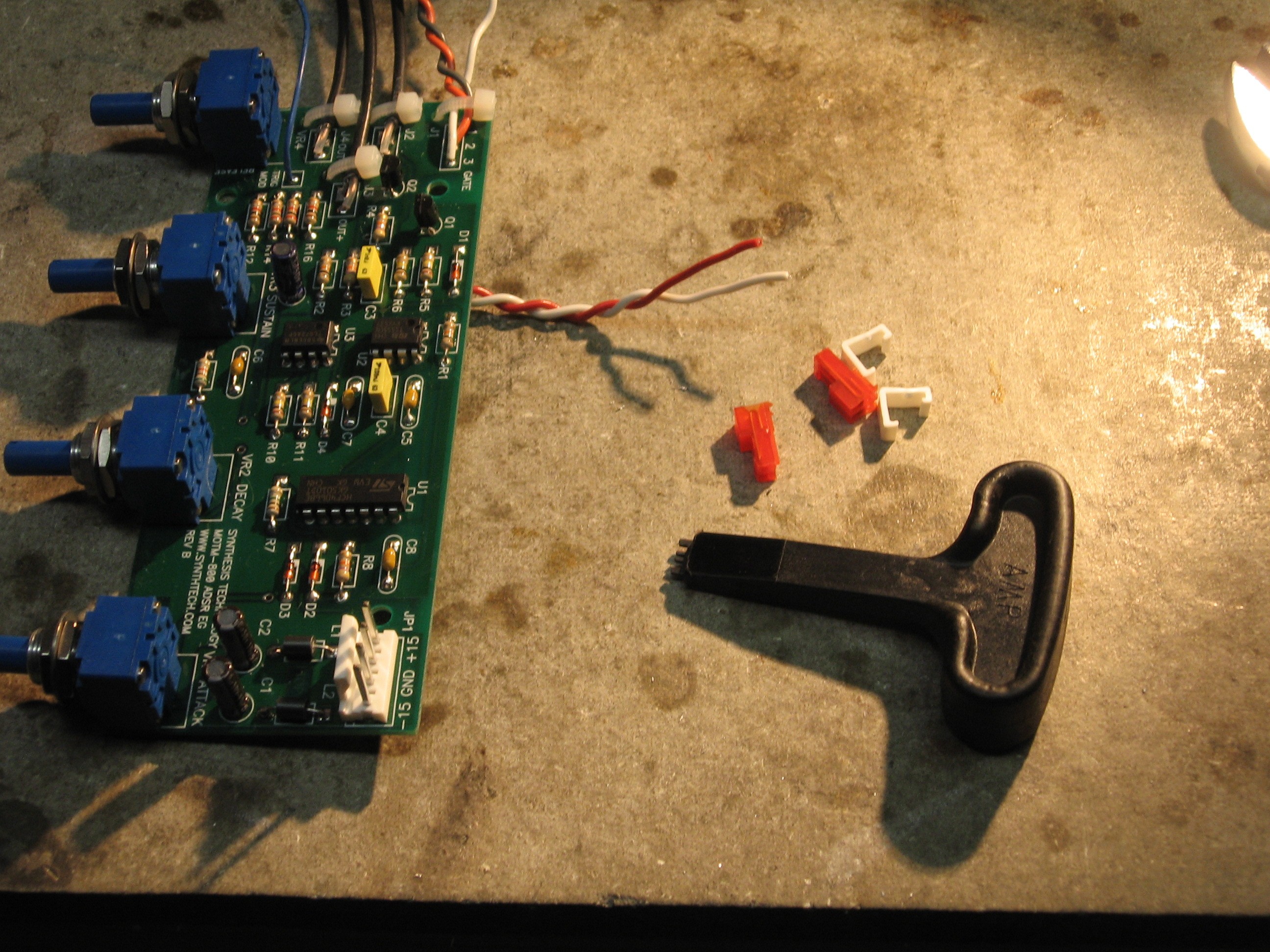
First thing we wanted to do was consider how we'd connect the DB800 to the 800. Per Scott Juskiw's DB800 User Guide, under the "Construction Tips" section, there are two methods for connecting the Clipper to the 800 PCB. The first method involves cutting two traces on the underside of the 800 PCB. The second method, for us (given we're buiding the 800s and not retrofitting the DB800 into an already built 800), involves bending pin 3 of the 8-pin TL072 Op Amp so it no longer connects to the PCB. Even though our 800s aren't already built, we felt more confident cutting the trace rather than messing with the Op Amp pin. We also considered mounting an 8 pin DIP socket (Mouser has one with part number: 575-393308) onto the board and bending the #3 pin on that—idea being, we'd just plug the Op Amp into the modified plug. But, in the end, we still favored the idea of cutting the traces instead. It bears noting that our concern about bending that pin was unfounded. Later in the construction of the 800s, as we were soldering the Op Amps in, we realized how easy it would have been to bend the pin. Too late, of course - nonetheless, in the end, our decision to cut the traces worked out just fine anyway.
|
|
As usual with us, whereas we are vigilant about orienting all the resistors, caps, etc. consistently so their values can be read easily (in case we need to trouble-shoot them later), we oriented the resistors with the "Tolerance" stripe on the left (relative to the text on the pcb). Why did we do it this way? 'Cause the gold stripe is so pretty and easy to see (of course)... and so we put it on the left - well - just because. You might want to do it the opposite way. (For the table of resistor value markings click here.)
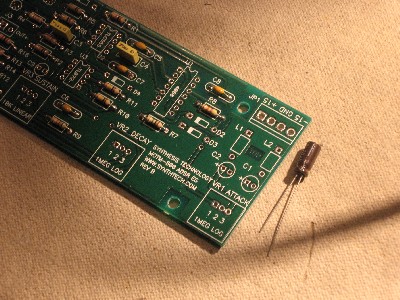
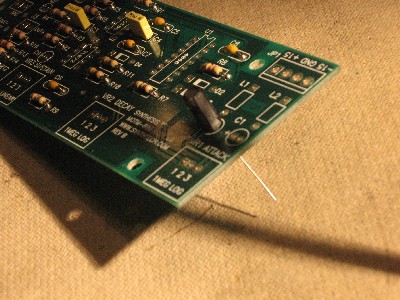
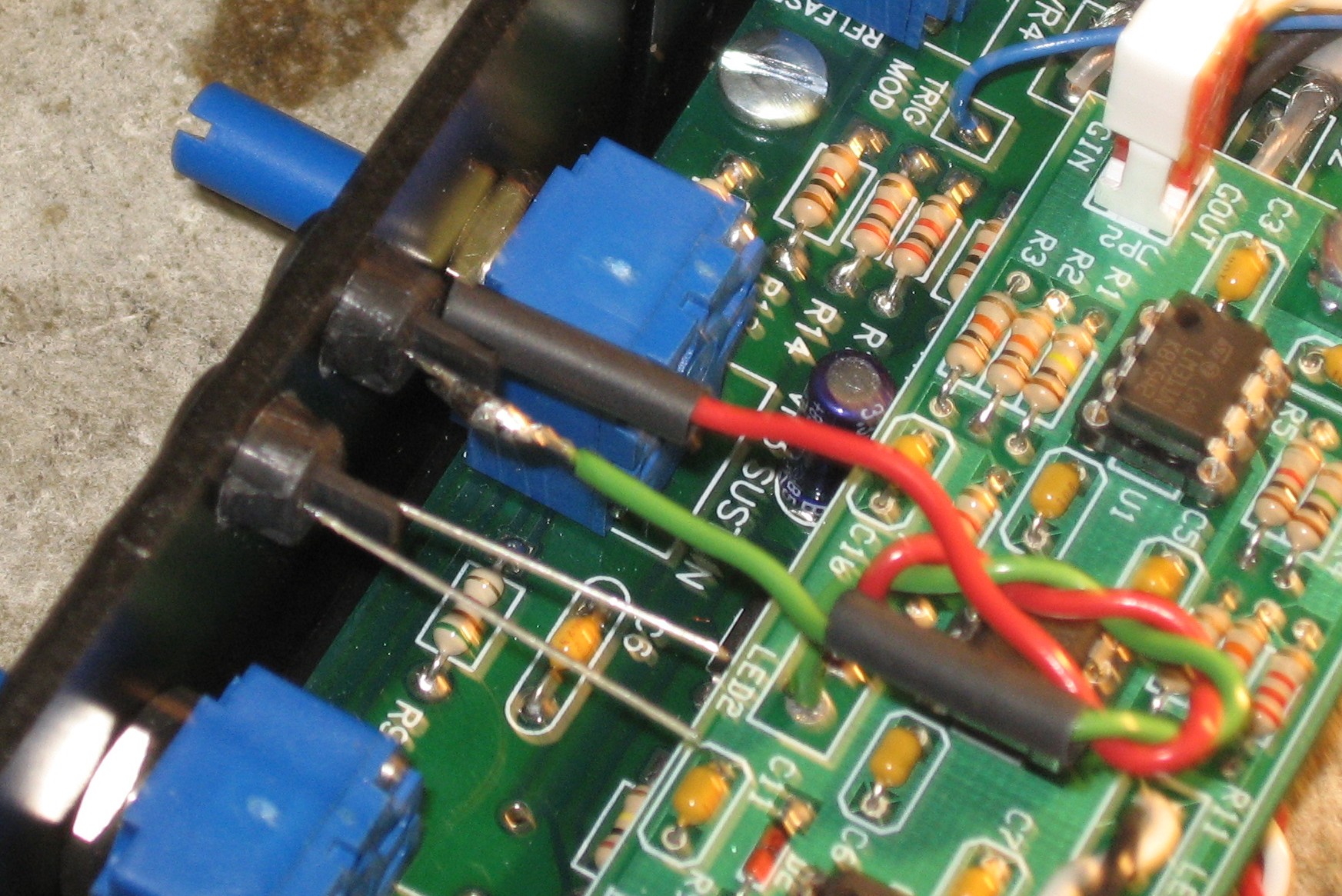
OK - so for the sake of being complete, here is pin #3 on the Op Amp. You can see how easy it would be to bend the pin straight out rather than soldering it into the board. I think it also illustrates how using heat shrink tubing here as Scott advises is a good idea - it's kind-of close quarters. And another idea would be to use a IC socket here. That would have given the Op Amp a little more altitude and made the connections to the bent pin even easier. If we were to do it over, we'd definately do it this way.
|
|
|
|
MOTM 800 Construction Phase 2 |
|
PCB Mods |
|
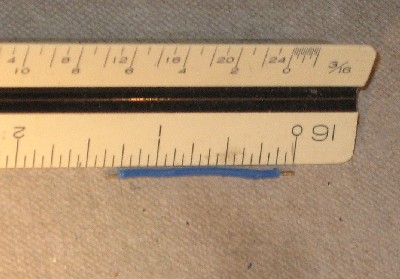
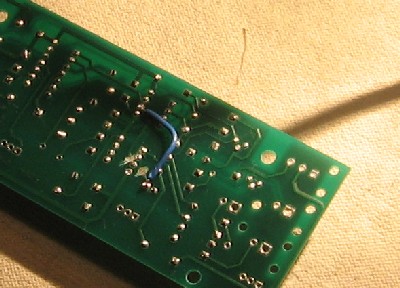
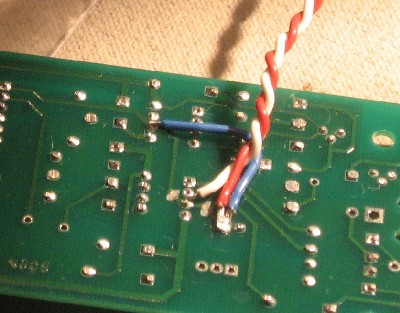
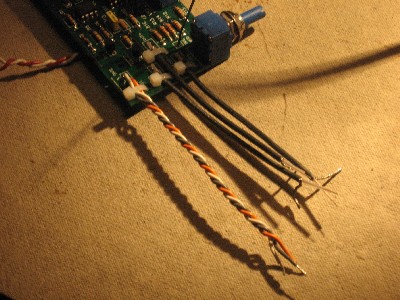
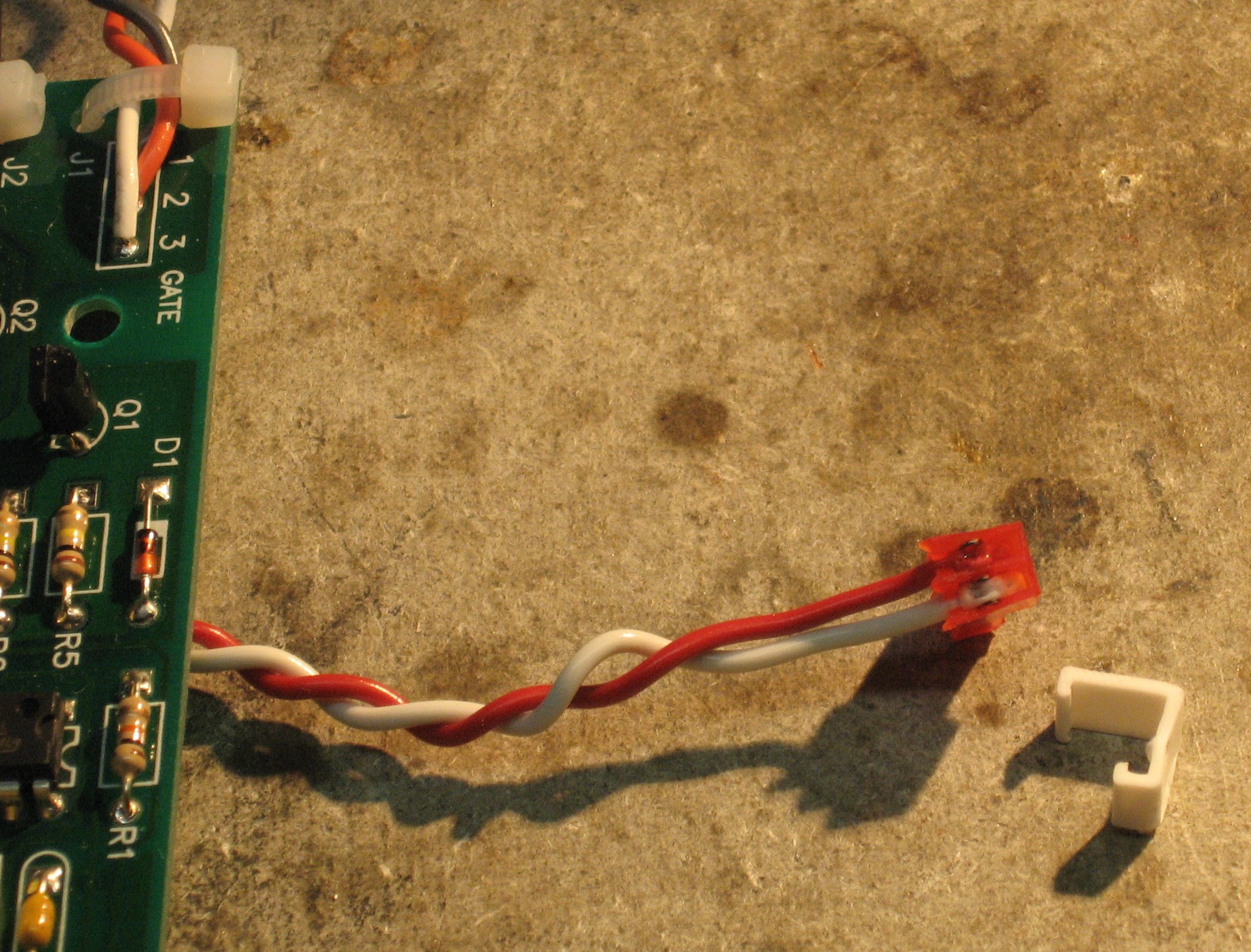
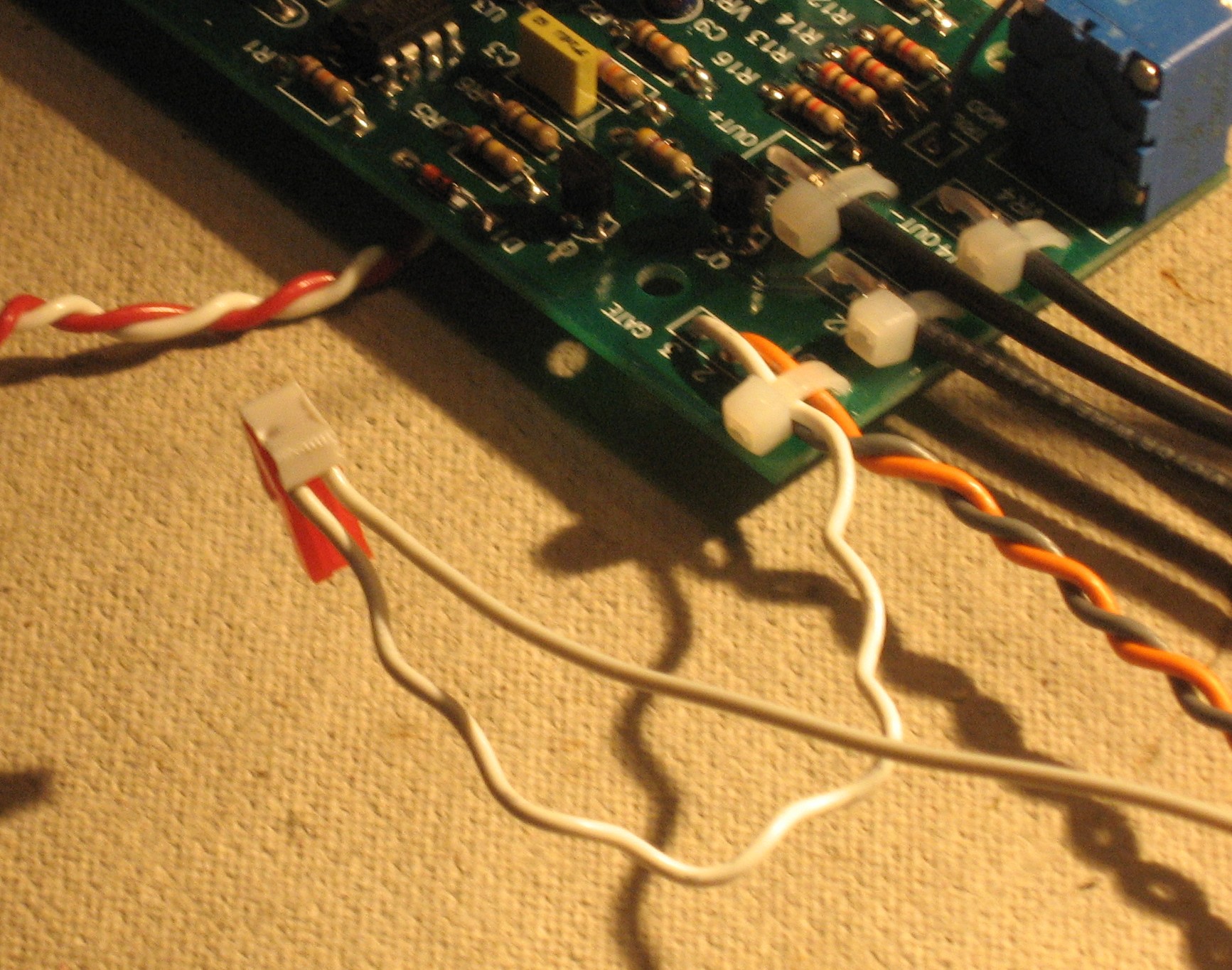
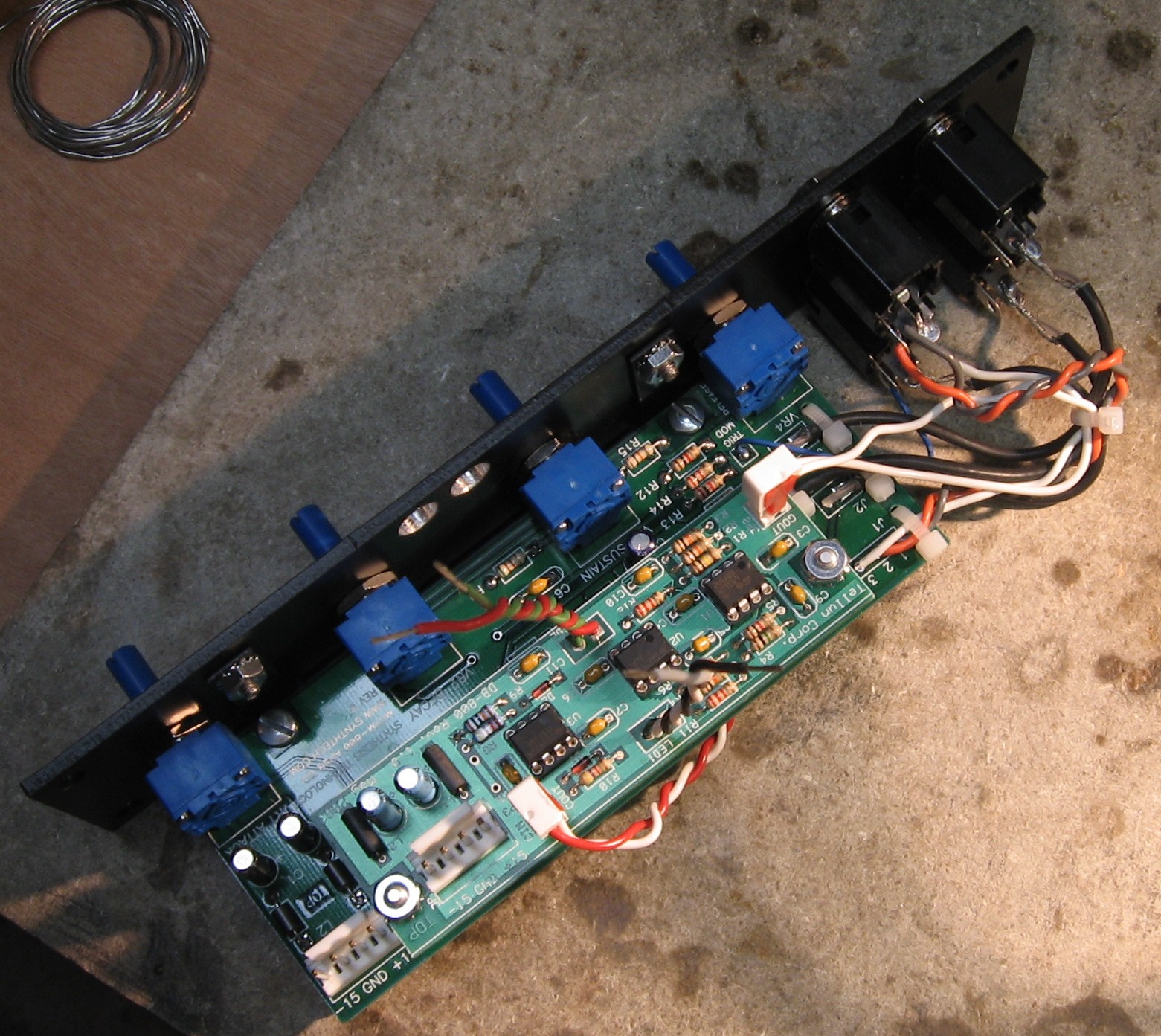
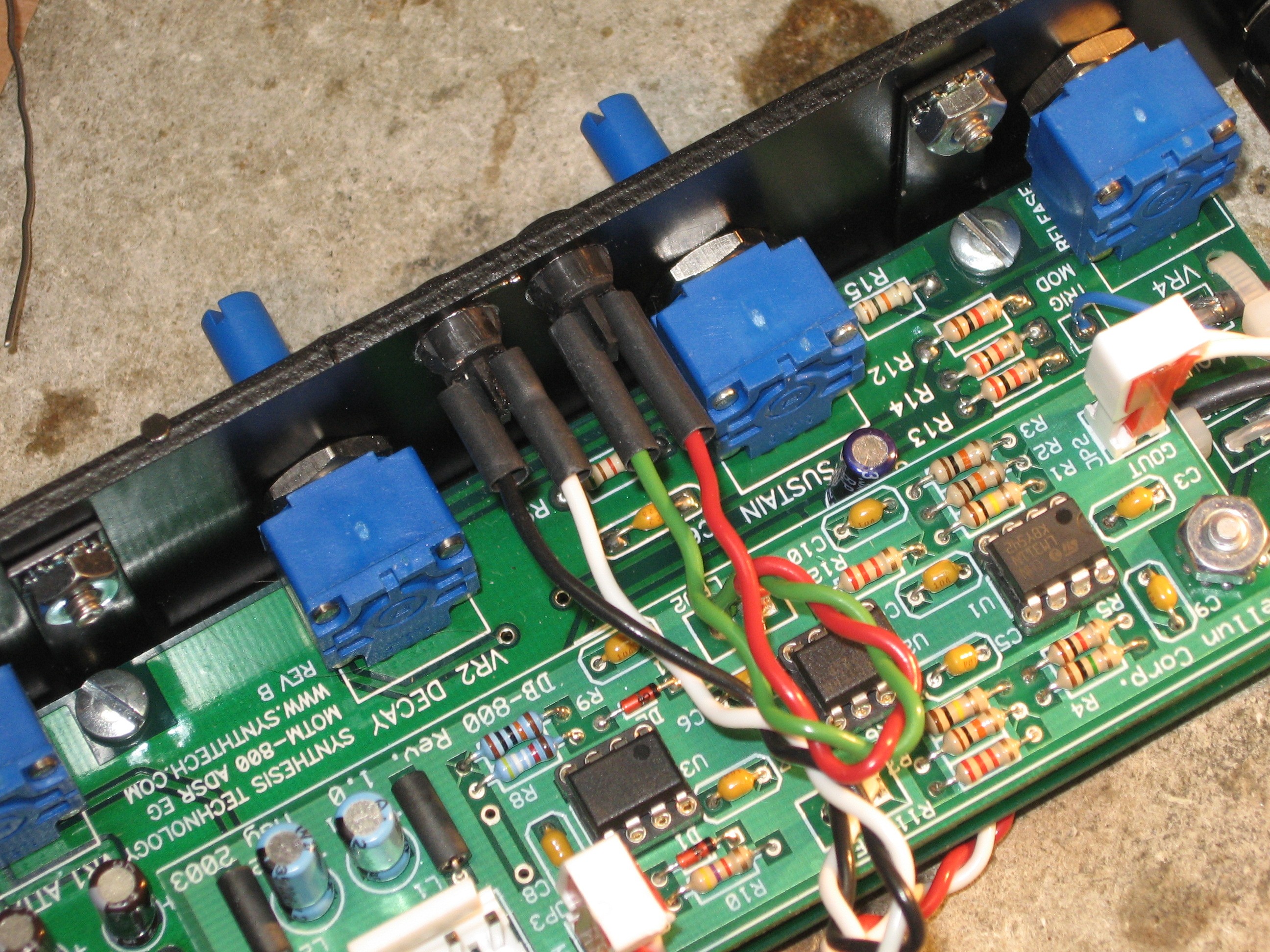
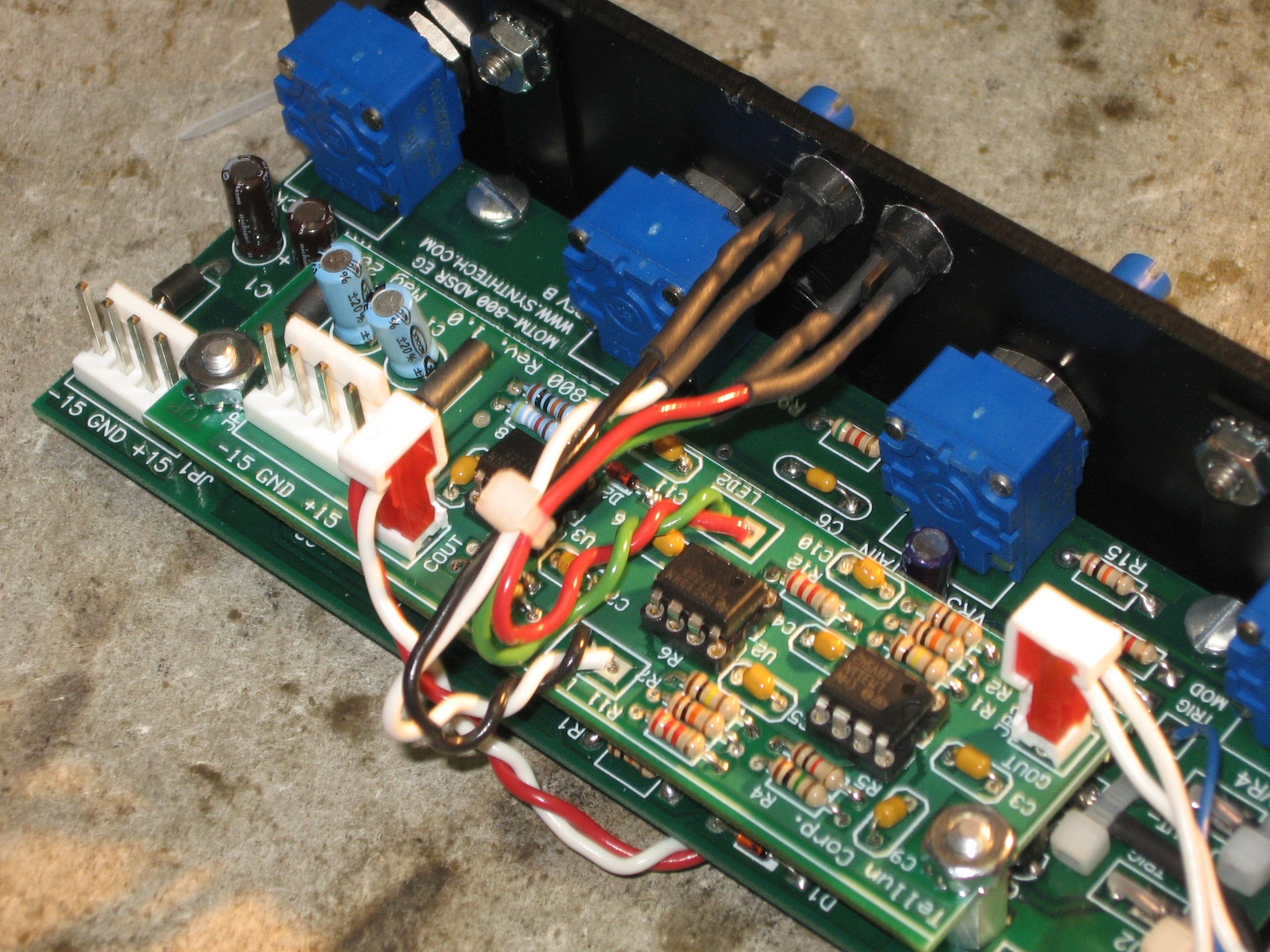
First, we had to account for the modifications needed for the 800 to connect to the DB800. We made a jumper to bridge the cut traces on the underside of the 800 PCB, and connect the various leads that will go to the DB.
|
|
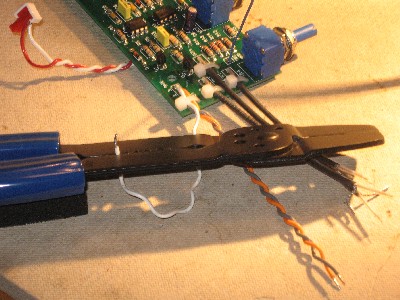
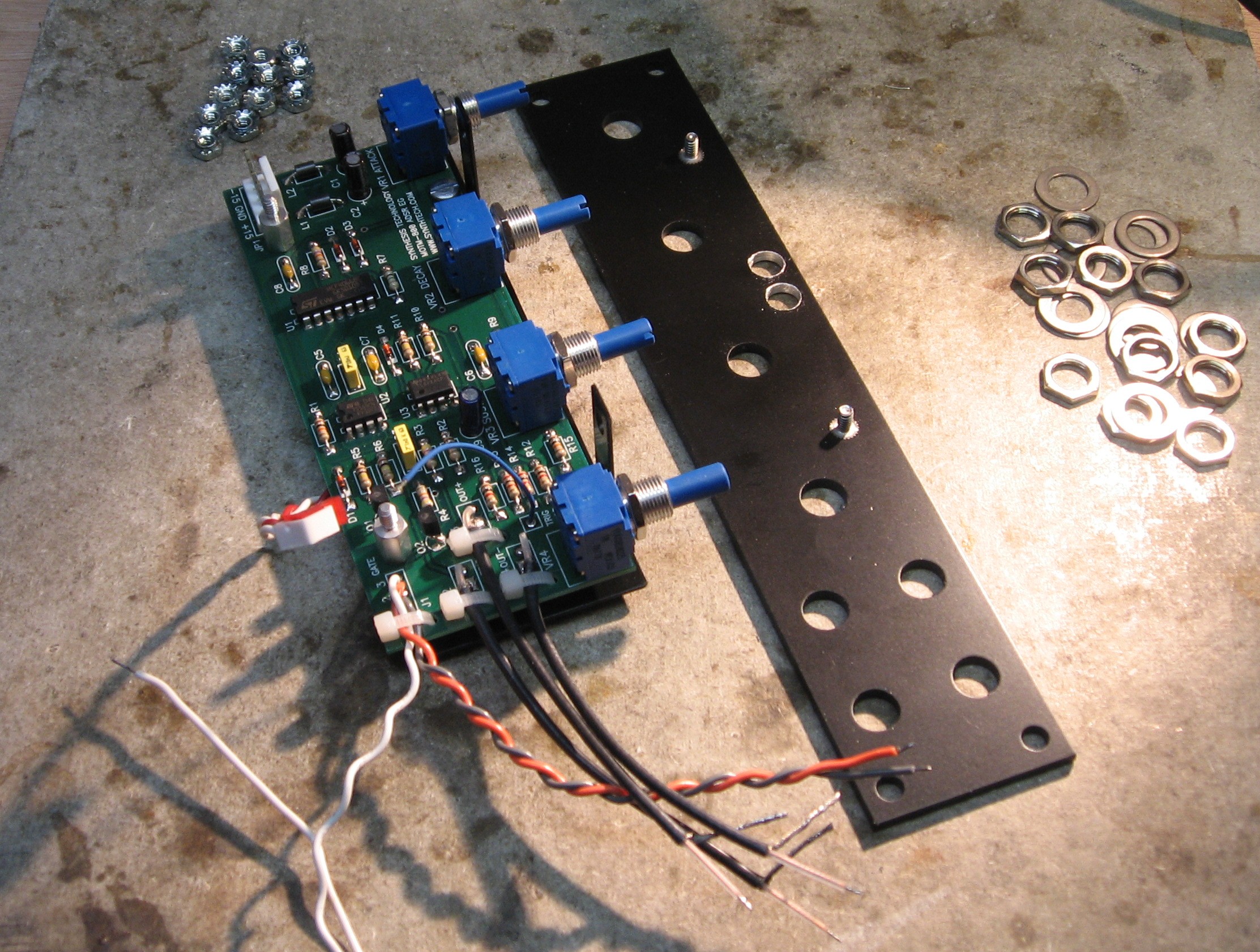
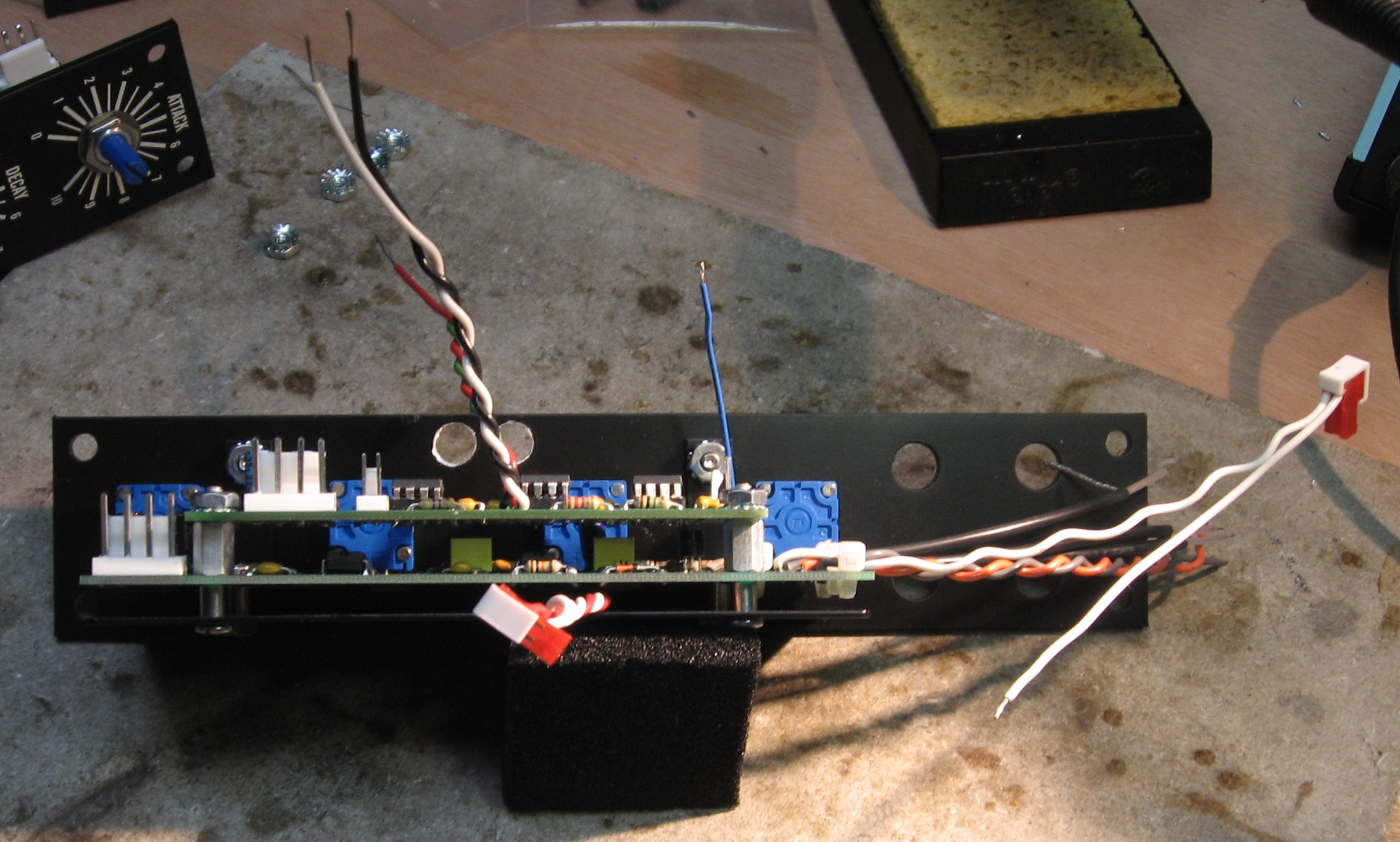
Mounting Bracket |
|
|
|
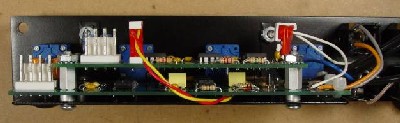
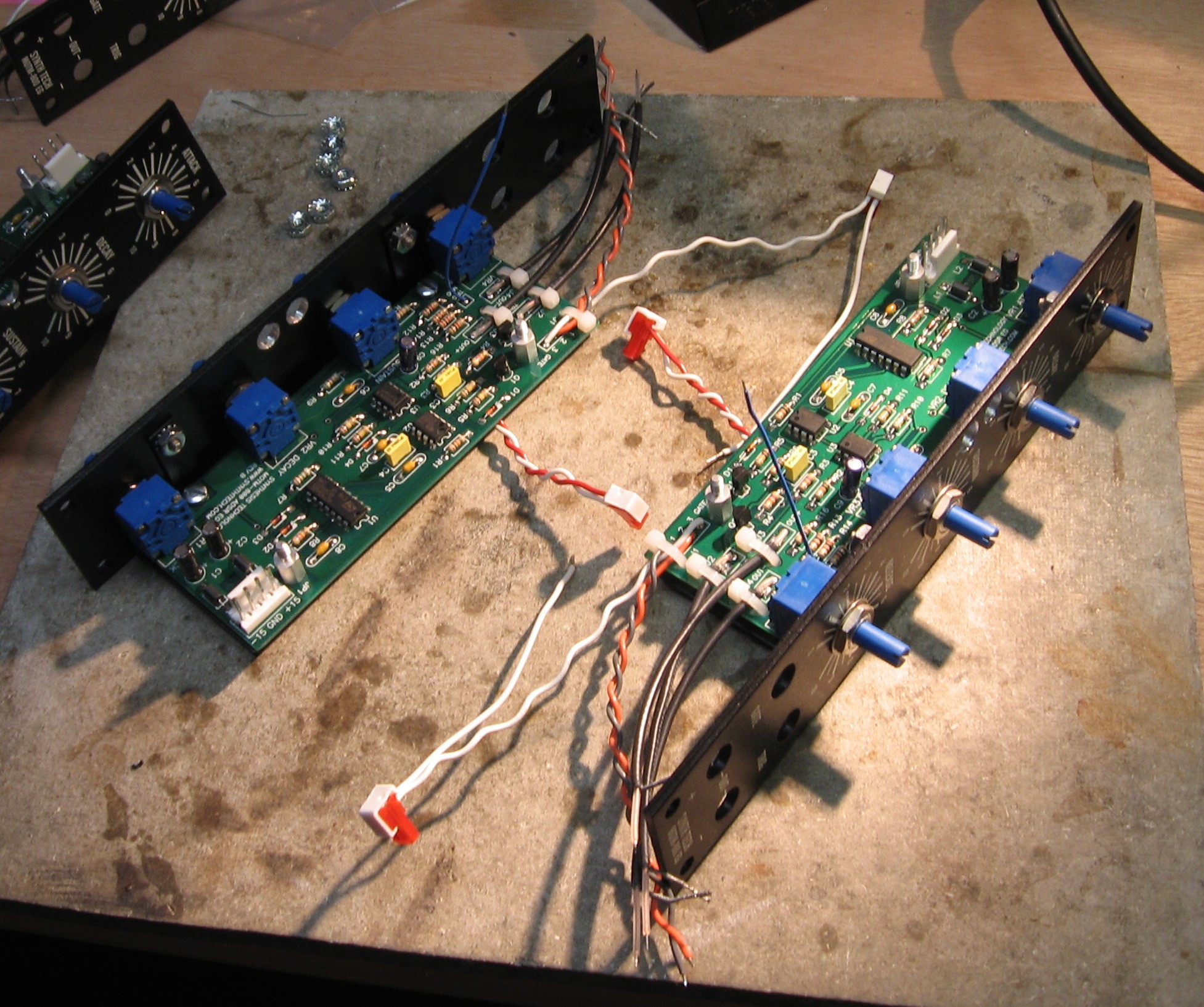
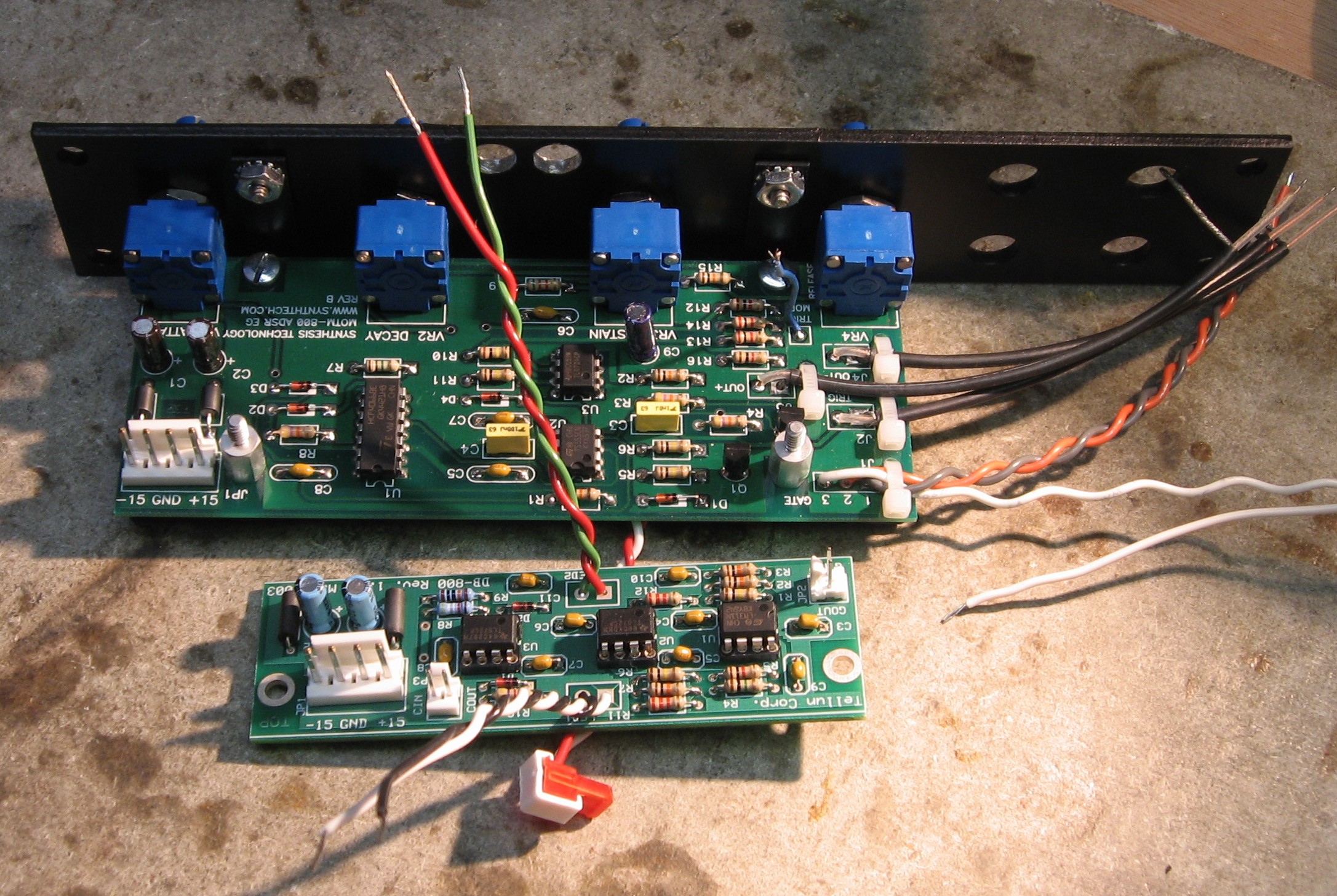
Daughter Board Mounting |
|
|
|
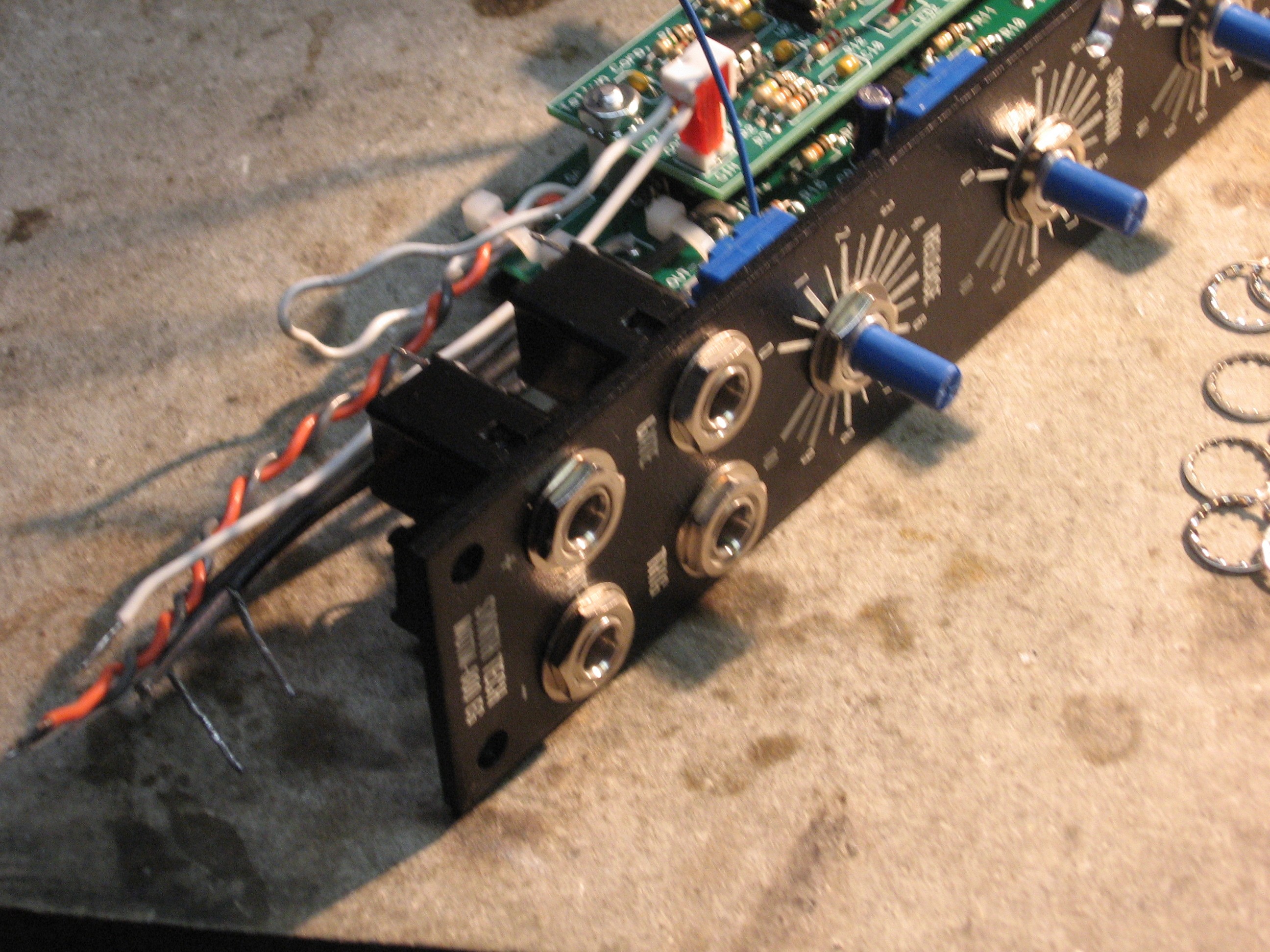
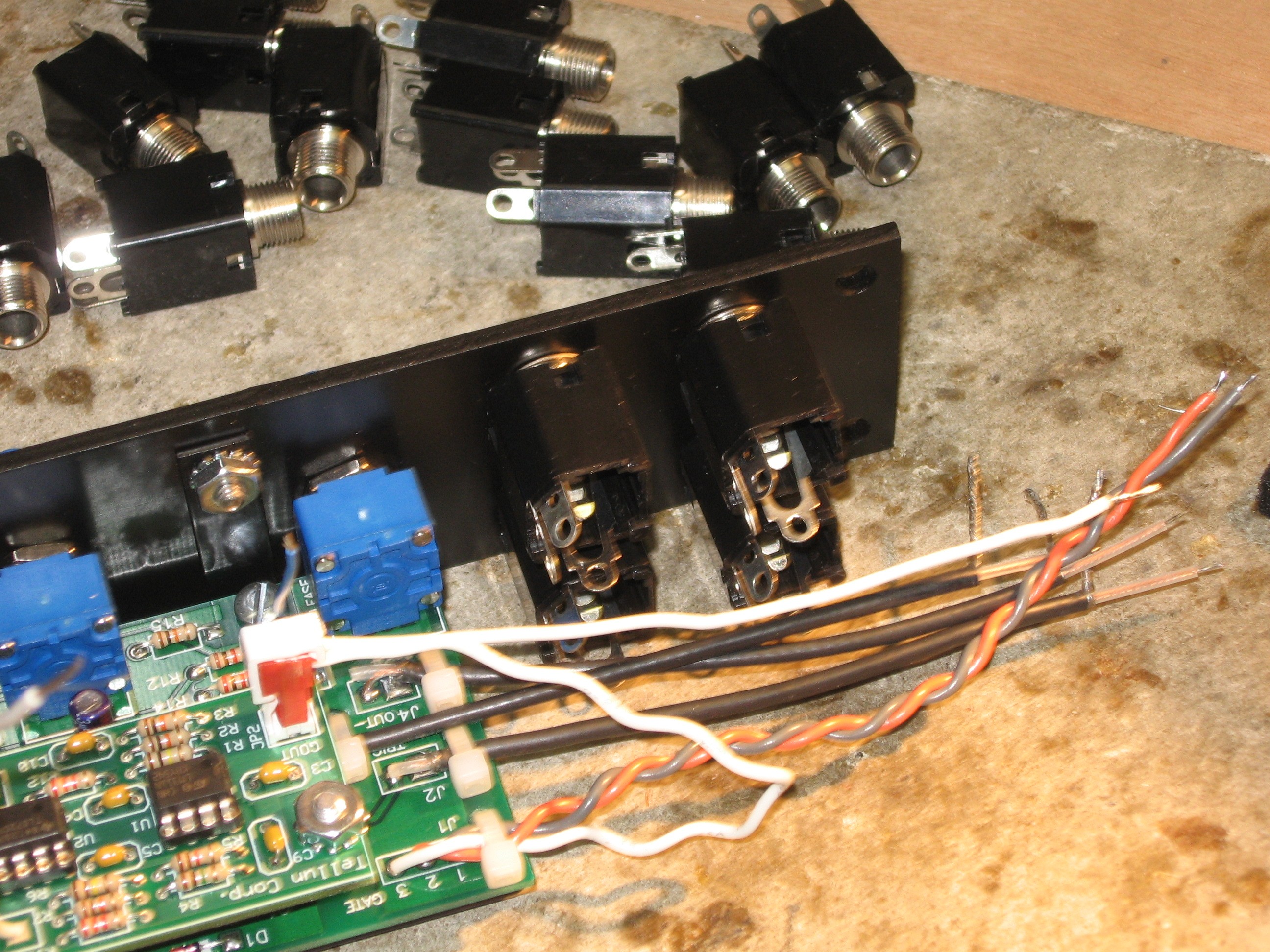
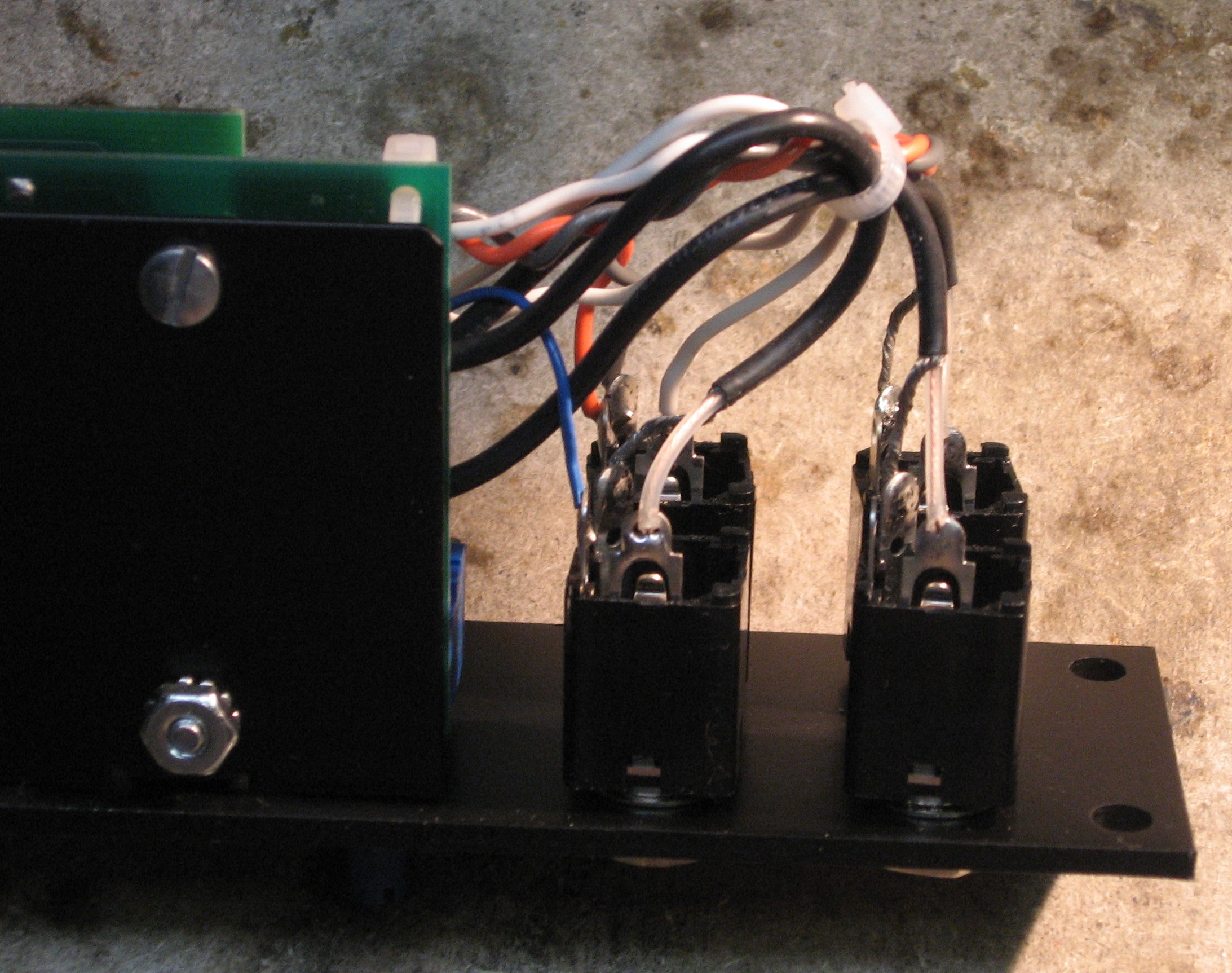
Panel Mounted Components |
|
|
|
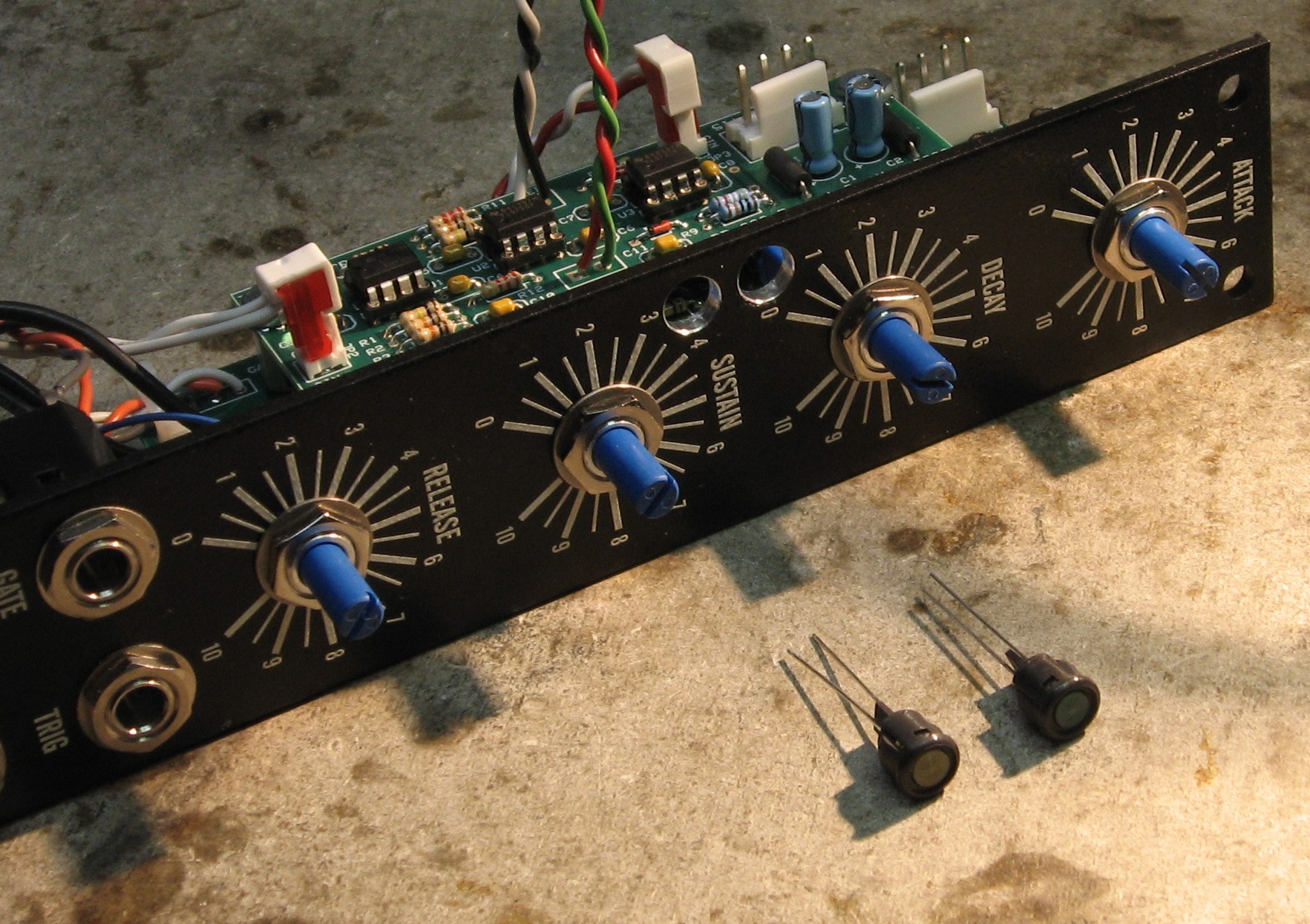
LEDs |
|
|
|
Knobs |
|
|
Set up / Testing |
Use Notes |
|
|




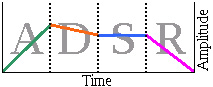 "One of the major characteristics of a sound is how its overall amplitude varies over time. Sound synthesis techniques often employ a transfer function called an amplitude envelope which describes the amplitude at any point in its duration. Most often, this amplitude profile is realized with an "ADSR" (Attack Decay Sustain Release) envelope model, which is applied to a overall amplitude control. Apart from Sustain, each of these stages is modeled by a change in volume (typically exponential). Although the oscillations in real instruments also change frequency, most instruments can be modeled well without this refinement.
"One of the major characteristics of a sound is how its overall amplitude varies over time. Sound synthesis techniques often employ a transfer function called an amplitude envelope which describes the amplitude at any point in its duration. Most often, this amplitude profile is realized with an "ADSR" (Attack Decay Sustain Release) envelope model, which is applied to a overall amplitude control. Apart from Sustain, each of these stages is modeled by a change in volume (typically exponential). Although the oscillations in real instruments also change frequency, most instruments can be modeled well without this refinement.













































|
The fine Print: Use this site at your own risk. We are self-proclaimed idiots and any use of this site and any materials presented herein should be taken with a grain of Kosher salt. If the info is useful - more's the better. Bill and Will © 2005-2011 all frilling rights reserved
|